











We speak to Henrik Wesseling, Plant Manager of HeidelbergCement’s Burglengenfeld plant in Germany, one of the most modern facilities in the country...
Global Cement (GC): Could you outline the history of the Burglengenfeld plant?
Henrik Wesseling (HW): The plant was founded in 1912 and production began in 1914. In 1954 the plant saw the commissioning of its first preheater kiln, before a pair of 2000t/day 4-stage dual string preheater kilns from KHD came online in 1968 and 1974. In 1971 the plant made more than 1Mt of cement for the first time.
After 45 - 50 years of operation of these two kilns, a decision was taken in 2014 to convert one of the two lines to 4000t/day with an extensive upgrade project. The other kiln would be decommissioned. This major project took place over 18 months during 2016 - 2018. The modernisation included a new raw mill department, a new kiln exhaust baghouse and a high-efficiency selective non-catalytic reduction (SNCR) system, a new 5-stage dual string preheater tower and a new 4000t/day clinker cooler, as well as a new alternative fuel storage and dosing area.
GC: What prompted the decision to upgrade?
HW: The preheater kilns had served the plant very well, reaching an impressive 60% alternative fuel level. However, with only a preheater kiln, the only place to burn alternative fuels was in the main burner, where we had reached the technical limits. The company wanted to burn more alternative fuels and reduce its emissions, especially in light of lower European emission limits that came in to force in January 2019.
The contract for the modernisation was awarded to IKN, which would oversee the installation of a state-of-the-art 5-stage precalciner kiln. Cement plant construction expert Hoffmeier Industrieanlagen supplied and carried out most of the structural design, supply and installation.
GC: How was the construction process?
HW: The modernisation presented the teams with a very challenging brownfield project. Both of the kilns had to maintain operation during the build. This involved actually building the new tower over a hot rotating kiln! We had to construct the foundations of the 104m-high new preheater tower, with 108 pillars (1m x 11m). These had to be drilled, concreted and built upon while the kiln ran at maximum capacity.
We had 80 days from Christmas 2017 until mid March 2018 for the final conversion. This final push included the replacement of the 2000t/day cooler with a 4000t/day cooler in the same building footprint, installing a new kiln hood in order to connect the tertiary air duct on the one side, while at the same time cutting 6m off the kiln in order to install the new feed chute. During that period we also had to connect all the ductwork between the gas conditioning towers, the raw mills and the baghouse. In that phase we had more than 450 construction workers on site, which had to be orchestrated and managed extremely closely. Before the project we implemented a very stringent health and safety regime and consequences management to avoid any severe injuries before they occur.
GC: What was the worst moment during construction?
HW: There were no major sticking points. I would say that the biggest problem, constantly, was to meet the deadlines. We really did have to be finished with the main build by Christmas 2017, no option. There was the constant risk that a small delay could snowball into a month. If that had happened, there could have been knock-on effects for the plant all through 2018.
GC: Please outline the new production process.
HW: The quarry at the Burglengenfeld plant is part of the Jura lime deposit, a 150 million year old reserve in the southeast of Germany. The deposit has great ratios of calcium and silicon, and to a certain extent aluminium oxide, for cement production. Clay and fly ash are added as an aluminium source. Iron is added as an external secondary raw material as well as fly ash as an additional aluminium source.
Quarrying takes place in a ~40 hectare active quarry. Due to the age of the mining operation, eight hectares are already reclaimed and are an integral part of the public-relation ambitions of the plant. The reclaimed area includes a nature and geology teaching path, an area for a green classroom for the local schools as well as an arena for open-air concerts.
The limestone is mined by drilling and blasting. The blasted rock is transported by three 90t heavy-duty trucks to a semi-mobile Thyssenkrupp double rotor hammer crusher that has a rated capacity of 1600t/hr. The crushed rock is continuously monitored by a Thermo Fisher cross belt analyser and, depending on the quality, the chemistry can be adjusted by selective mining.
The limestone rock is stored in two covered longitudinal mixing beds and one open mixing bed, totalling 40,000t. Together with the corrective additives, the limestone is then conveyed through a second Thermo Fisher cross belt analyser to two identical MPS 4250 vertical roller mills from Gebr. Pfeiffer, each with a capacity of 200t/hr. The raw meal is stored in eight silos.
After the modernised kiln - more on that later - the clinker is cooled in an IKN pendulum cooler that has a KIDS® static inlet. The cooler has a cooling surface area of 107m2 and is pushed directly by two variable frequency drives via eccentric discs. The necessary chlorine bypass system is dedusted by a Scheuch fabric filter baghouse and dedusting of the cooler is accomplished by two electrostatic precipitators from ELEX, installed in 2000 and 2001. The clinker is stored in one large clinker silo and a longitudinal storage hall.
Cement is ground by two Polysius ball mills and one combined roller-press (Polycom) – ball mill circuit (O&K). The plant’s cement products are stored in 14 silos. The packing plant from Haver & Boecker runs a 16 spout rotary packer and there is an automated palletiser from Beumer.
GC: How was the commissioning process?
HW: As with any other commissioning, we went over the start-up scenario prior to day one over and over again to try to anticipate any challenges that might arise. We sent each of our control room operators and shift bosses through a Simulex training programme and to another calciner kiln plant for them to learn the operation ‘in the flesh.’ We also included the production and maintenance team in the engineering and we had regular inspections with various plant crews during the construction phase. The visits were very valuable, not only for knowledge transfer, but also for last minute field fit modifications, where they were still possible!
We were working with a tremendously motivated and skilled commissioning team from IKN, Hoffmeier and the other suppliers, as well as from the HeidelbergCement Technology Center (HTC) and some of our sister plants at HeidelbergCement AG. We scheduled each of the four commissioning teams to work for four weeks in our schedule. Experienced commissioning engineers were put together with young plant engineers, HTC experts and our own shift crew. The teams quickly formed strong relationships and, as always, there was healthy competition between the different shifts. In the end it was the strong commitment of each team member and their combined team spirit that led to success. Of course, we also had to live through some painful night shifts and weekends. There was one incident when a tiny 20mA connector took down a kiln drive and, subsequently, the entire kiln. This is hardly avoidable during the commissioning of complex systems.
GC: Is the plant now operating at ‘full speed?’
HW: The kiln was up and running at a stable and reliable 4000t/day within the first weeks thanks to our skilled and result-focused teams of men and women. It was a pleasure to work with them. HeidelbergCement hadn’t built a precalciner kiln in Germany before. An installation of this size in Western Europe is fairly unusual in itself of course.
GC: Are there any other upgrade projects currently underway at the plant or things left to be done?
HW: There are no major projects ongoing or in the pipeline, but we continuously tweak the plant to improve it, find little efficiencies here and there and generally develop it as much as we can.
Fuels and emissions
GC: What is the plant’s alternative fuel story?
HW: After a switch from heavy oil to coal in the early 1980s due to the oil crisis, the plant installed its first alternative fuel system, for whole tyres, in 1988. This move into alternative fuels was early on in the international scene. In 1997 a dosing system was installed for wood chips. In 2000 this was converted to feed fluff. By the end of their long run in 2018 the two KHD preheater kilns were using 60% alternative fuels, but this was essentially their technical limit.
GC: What fuels does the plant use today?
HW: The kiln is permitted to run on 100% alternative fuels. We have operated with 100% for limited periods, but it is not currently possible on a continuous basis. We target 90% in 2020.
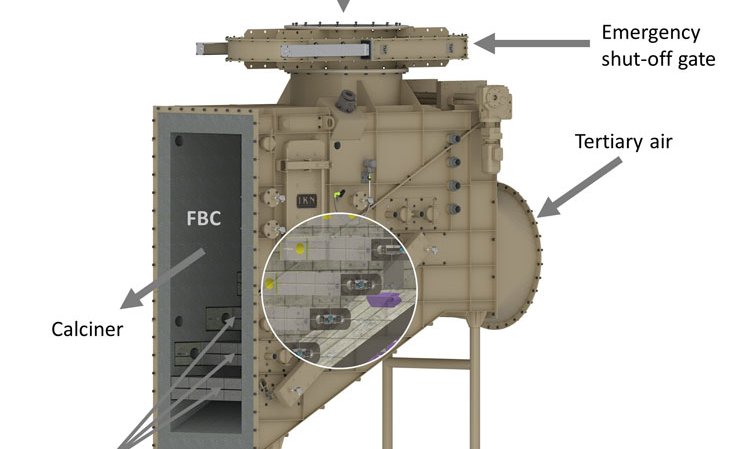
Low calorific value and coarse fluff is fed to two IKN Fire-Bed Combustors (FBC), a pilot technology at this plant. They are essentially a combustor for dense and coarse alternative fuels with a long residence time. They are positioned next to the calciner. Heat transfers from the FBC to the calciner where it is used with the tertiary air. Most of the fuel is only partly combusted in the FBC. When the fuel particles are light enough to fly, they enter the calciner where they burn out completely. It’s a sophisticated apparatus.
We feed high calorific value fluff at the main burner and lower calorific coarse fluff at the calciner using a system from Walter Materials handling, a member of ATS Group. We aim to control the temperature in the calciner with the same high quality fluff as used in the main burner. We also burn dried sewage sludge. As a primary fuel we use a low proportion of pulverised lignite dust. As a fall-back position, we keep the old coal mill, which we maintain but have not operated since 2018.
GC: Are there supply side issues with some fuels?
HW: Absolutely not. There is sufficient alternative fuel from our long-standing waste handling suppliers, both within the local area and more widely in southern Germany.
GC: What emissions abatement systems are used at the Burglengenfeld plant?
HW: For NOx control we use a high-efficiency SNCR system, supplied by Lechler and STEAG, in order to meet the EU standards of 200mg/Nm³ (daily average) for NOx and 30mg/Nm3 (daily average) for NH3. In order to minimise dust emissions we operate a modern baghouse from Scheuch. Mercury emissions are controlled by an activated carbon injection system while the kiln operates in direct mode. Due to the excellent limestone in this region, which has little, or even zero, sulphur, there is no need for an SO2 abatement system.
GC: How does the plant perform in terms of CO2 emissions?
HW: At the Burglengenfeld plant we have been focused on CO2 reduction over the past decade in two ways. Firstly, we have increased the alternative fuel rate, most recently by installation of the new precalciner. Secondly, we have developed cement types with a low CO2 footprint. From 1990 to 2018 the HeidelbergCement Group as a whole reduced its specific CO2 emissions by 20% to 599.2kg CO2 per tonne of cement. By 2030 we want to reduce emissions to 30% below the 1990 baseline.
GC: How does the EU Emissions Trading Scheme (ETS) affect the plant?
HW: The ETS does not affect the plant on a day-to-day basis because we are already well motivated to reduce our CO2 emissions. On top of the factors I mentioned in the previous answer, I strongly believe that HeidelbergCement has been on the right track as a group over the past decade when it comes to CO2 emissions. HC participates and drives many different innovations around the globe.
GC: Does the plant use renewable power sources?
HW: Not at present, but this is another potential avenue to explore. We do already use excess heat from the clinker cooler to dry slag and to heat water for use at the plant and by the local community.
Markets and the future
GC: What cement types are made?
HW: The plant produces nine types of cement: limestone cements, slag cements and OPC. To provide the market with cement types with a lower CO2 footprint, we also produce CEM II / B-M cements (clinker factor to as low as 65%) and we will produce CEM II / C-M type cement (minimum clinker factor of 50%) in the future. Both of these products contain ground granulated slag and limestone alongside clinker.
GC: Where are the plant’s main markets?
HW: The Burglengenfeld plant mainly serves the Bavarian cement market. A large portion is delivered to the major cities of Regensburg, Nuremberg and Munich.
The majority of customers receive cement by truck, either via our logistics team or their own trucks. Just 4% of our output is bagged cement, which is fairly typical in Germany. Another 4% is delivered as bulk by train to our customers. We are actively seeking further customers that can receive cement by train to lower our delivery emissions.
GC: What is the biggest threat to the Burglengenfeld plant over the next few years?
HW: Burglengenfeld has been operating in a solid and growing market in recent decades. This may change given the current situation regarding the coronavirus outbreak but that will hopefully be realised as pent up demand later in 2020 and into 2021. I don’t see any plant-specific threats, other than those that apply to the German cement sector as a whole.
GC: What’s the biggest opportunity over the same time?
HW: Thanks to our latest modernisation and the precalciner kiln, the Burglengenfeld cement plant is well equipped and has a solid foundation for the future. Further emission reduction and the development of low CO2 cement remain our goals. We are also exploring new opportunities in the digital world. Our industry still has great potential for improvement by adopting digital processes that are already well established in other industries. Both of these aims have been part of the strategy of HeidelbergCement for some time. Together with all other colleagues from HeidelbergCement AG, we will diligently and continuously improve our cement plant in the 2020s and beyond.
GC: Thank you for a great insight into the plant!
HW: Thank you for the opportunity.
Plant profile
| Location: | Burglengenfeld, Bavaria |
| Main market: | Bavaria, Southern Germany |
| Established: | 1912 |
| First cement: | 1914 |
| First dry line: | 1954 |
| Twin KHD lines: | 2000t/day (1968 & 1974) |
| Major renovation: | 2017 - 2018 |
| Capacity: | 4000t/day (1.3Mt/yr) |
| Preheater: | 5-stage, single string |
| Kiln: | L = 61m, Ø = 4.8m |
| Cooler: | IKN Pendulum, 4000t/day |
| Alternative fuels: | 90% (Permit for 100%) |






