


Neil Taylor of Intec Services presents the second article in his series on better and cheaper cement, this time looking at clinker quality.
Kiln operation is basically about making clinker reactive enough to produce competitive quality cement. Operating the kiln at the highest sustainable output with low energy consumption will also reduce environmental impacts and production costs. Both of these potentially conflicting objectives can be largely satisfied by optimising the right clinker properties:
- Chemistry/reactivity: To satisfy product quality requirements;
- Particle size distribution (PSD): For process performance (capacity, cost, environment).
Practically improving clinker quality
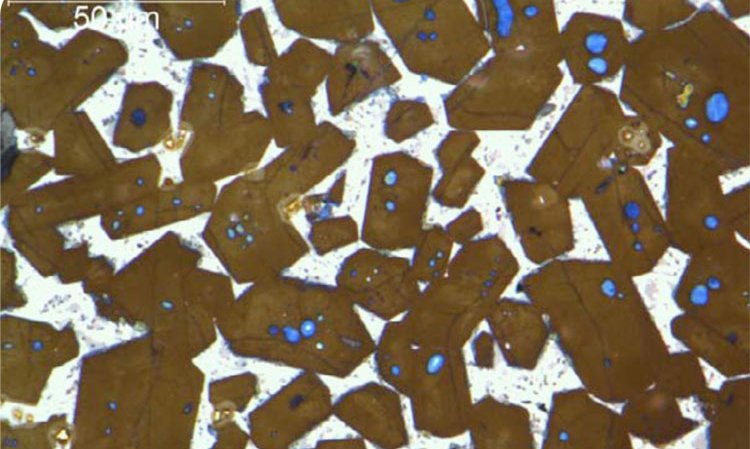
Once the raw mix has been optimised, the next opportunity to improve product quality is to make the clinker minerals smaller and/or potentially more reactive (Figure 1). Mineralisation and other techniques may be an option to improve clinker reactivity in some plants, but in most cases better reactivity is usually achieved by preparing the feed properly and burning it under oxidising conditions with a kiln temperature profile that gives rapid clinker heating and quick pre-cooling. Specialist techniques like microscopy or X-ray diffraction and Rietveld analysis are often helpful to identify options to improve reactivity. However, working out what process or material parameters to change, and by how much, can be challenging... especially if the kiln operation is not particularly stable.
Fortunately, kiln conditions that produce smaller and more reactive clinker minerals usually favour good nodulisation, so simply stabilising clinker PSD will often be enough to improve clinker reactivity and reduce product variability. Prioritising clinker PSD also has other advantages. Changes in clinker PSD and cooler performance can be measured in real time through parameters like secondary and tertiary air temperatures, undergrate pressure, grate speed and clinker exit temperature.
By observing how these parameters respond to material and process changes, a picture of the potential factors that affect clinker properties like PSD and 28 day strength can usually be built up. The factors can then be checked with small, low risk trials and the findings then applied to stabilise clinker properties and kiln/cooler operation. Then, when the process is stable, it becomes much more practical to investigate and apply the options for improving clinker reactivity, if this is still necessary.
Optimising clinker PSD
Any type of cooler will work more effectively when it is fed with correctly-sized clinker nodules. Large clinker nodules (Figure 2) are difficult to cool, transport and grind into cement. Clinker should ideally have a smaller average nodule size and a narrow nodule size range. More uniformly sized clinker is more evenly distributed into the cooler and has more consistent bed porosity, which enables more stable cooler and kiln operation. However, a low clinker fines content is also important for the best process and quality performance.
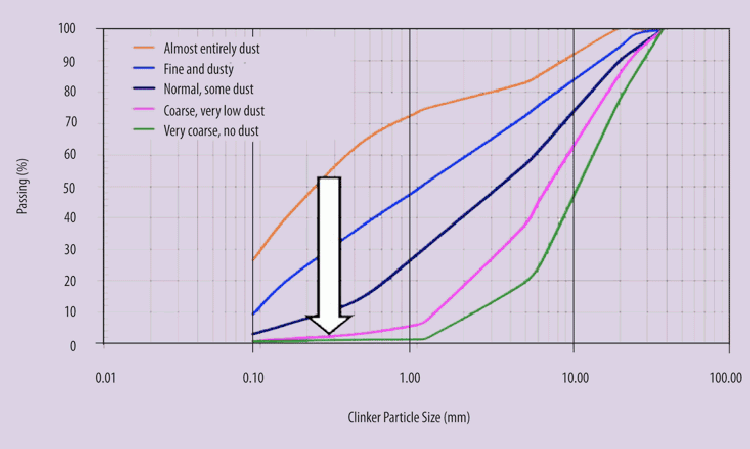
Fine clinker can contribute to red rivers and other cooling problems, but there are other impacts. Clinker dust carried back into the kiln interferes with heat transfer from the flame, slows nodule growth and encourages even more dust formation. The recirculated dust also shifts burning zone heat toward the kiln inlet, making back-end rings and build-ups more likely. It also contributes to larger, less reactive clinker minerals. When clinker cooler air is used for coal mill heating, the fine carry-over dust can add large amounts of inert ‘ash’ to the ground coal. This can interfere with combustion and limit kiln output. The abrasive dust also accelerates equipment wear and makes burner pipe and snowmen buildups more likely. Dusty clinker can also have poor grindability and a higher kWh/t demand and can cause severe vibration and quality problems when vertical roller mills are used to grind clinker. Keeping clinker dust levels as low as possible (Figure 3) has many benefits to cooler, kiln and downstream plant performance.
The main factors affecting clinker reactivity and PSD
Clinker mineralogy and nodule size depend largely on the feed composition and the amount, distribution and nature of the melt phase formed in the burning zone. The clinker melt promotes the reaction between belite (C2S) and free lime to form alite (C3S), so it is critical for clinker reactivity. The melt also binds the feed particles into small nodules, which grow by picking up other particles as they move through the burning zone. The melt also sticks feed particles to the kiln bricks to form coating, which protects the refractory, improves heat exchange and reduces heat loss through the shell.
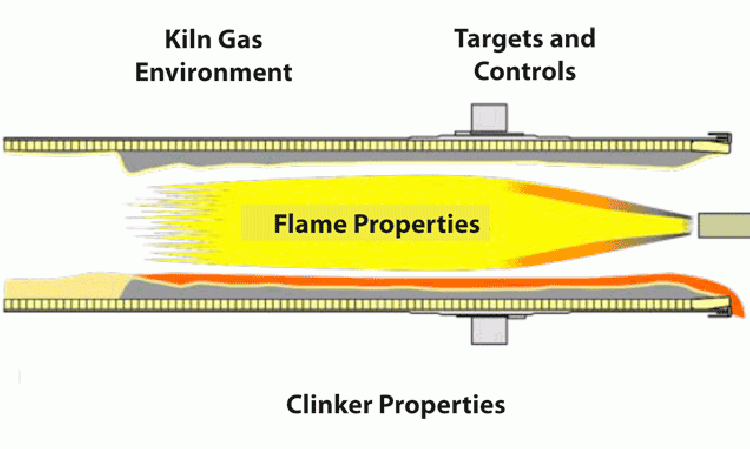
Melt levels that produce small to moderately-sized nodules generally provide coating thick enough to protect the refractory but not so thick that it limits draught, kiln capacity and operating costs. Some of the main factors that determine melt levels and directly affect clinker reactivity and particle size are shown in Figure 4.
To flow easily between the feed grains, the melt needs to have a low viscosity, but it also has to have enough surface tension to stick the particles together into strong nodules. Higher burning zone temperatures help the melt flow between the particles and speeds up alite formation, but high temperatures also reduce the surface tension and can make the clinker more dusty, so the burning zone should not be too hot. Melt viscosity and surface tension can be significantly affected by small variations in raw material alkalis, sulphur, magnesia, fluorine and other minor components, which will be covered in the next article in this series.
Setting up the burning zone
Flame properties and combustion conditions also need to be in the right range to generate optimum melt levels. This starts with good burner pipe alignment and positioning to avoid flame impingement and ensure an adequate clinker precooling zone. The burner momentum and fuel also need to be matched and adjusted to produce a moderate length, narrow flame with a relatively uniform heat release profile and rapid fuel burnout.
When this type of flame is combined with appropriate clinker chemistry it will usually generate small, reactive clinker minerals and a burning zone long enough to produce a clinker PSD which can support high kiln rates. Although ‘short, sharp flames’ are promoted for improving clinker reactivity, excessively short and peaky flames reduce the melt surface tension and limit the time available for good nodule growth. This can make the minerals smaller, but the clinker can end up finer and more dusty. Kiln capacity may also suffer. The problems are worsened if the kiln is also operated with too little oxygen, which lowers the flame heat flux intensity and reduces the available melt.
Reducing kiln conditions can also affect clinker properties and accelerate sulphur recirculation, which can add to the dustiness and also accelerate kiln build-ups. However, these problems can usually be eliminated with good kiln operating methods.
Case study - Modifying clinker properties to reduce clinker cooling problems
Situation: An unstable inline-calciner kiln was operating with frequent back-end buildups and backspilling, a highly loaded grate cooler and clinker discharge temperatures up to 200°C. To limit process and product problems, the kiln was being operated at 92% of best demonstrated practice (BDP) and a cooler upgrade was being considered.
Response: After adjusting raw mix properties and burner settings, fine tuning several kiln feed and operating parameters and working with the operators and staff to reduce ‘freestyle’ operating methods, clinker exit temperatures were reduced to <130°C (Table 1). Back-end buildups were virtually eliminated, a new BDP was established and average cement strength was also improved. The planned cooler upgrade was subsequently deemed unnecessary.
| Parameter | Under Grate Pressure (kPa) | Grate rate (spm) | Clinker Fines | Mean Clinker Temp. (°C) | Grate Load (t/m2/day) | Kiln Rate (% BDP) |
| Before | 5 | 20 | <20 | 170 - 200 | 50 | 92 |
| After | 4.2 | 18 | <5 | <130 | 57 | 102 |
Table 1: Effect on key cooler and kiln parameters of optimising clinker properties.
Looking ahead
The next article in the ‘Better and cheaper cement’ series will look at how raw materials and fuels contribute to quality and plant performance. It will also examine a case study in which raw material properties were modified in order to improve kiln performance.





