



Emissions limits for cement plants are getting stronger in many world regions. Often plants resort to mitigation equipment, which is expensive to buy and to operate, in order to meet them. Most of the time, emission relevant components, such as volatile organic compounds, pyritic sulphur, mercury and others, are inherent to the raw materials used in the process. The accepted standpoint in the industry is that little can be done to control these elements coming from the quarry and thus little control can be exerted. In reality, this is far from the case. The case-study presented below shows how a detailed evaluation of the deposit, followed by block modelling and quarry planning, can not only improve the control of emissions, but also decrease them.
A cement plant was confronted with increasing and erratic CO emissions. Due to the lack of predictability, the process team could only react to the detected emissions after they had happened. In order to have some degree of control, the production department defined an internal limit, more restrictive than the legal one, so that the adjustments of the process had enough time to reverse the upward trend in the CO emissions. The plants used two process methods for controlling the emissions:
- Reduction of the kiln feed rate, which caused a production loss of 25,000t/yr of clinker in a sold-out market. This incurred losses of around Euro680,000/yr;
- Use of the kiln feed bypass system, which caused heat losses of around 60MJ/t of clinker and increased the frequency of blockages in the cyclones.
Solution
The plant management investigated the origin of the emissions to be able to predict CO peaks and anticipate potential issues ahead of time. It turned out that the quarry was the main source of CO emissions. The total organic carbon (TOC) content of the limestone mined correlated well with the levels of CO emissions.
The plant carried out a detailed deposit evaluation to determine the distribution and level of TOC in the deposit. This included an in-fill drilling campaign with 41 reverse circulation drill holes, the integration of this new data into the existing exploration database, statistical and geostatistical analyses of all data, and an update of the block model. The quarry plans were then updated, based on the updated model, integrating the control of TOC into the planning restrictions.
Project realisation
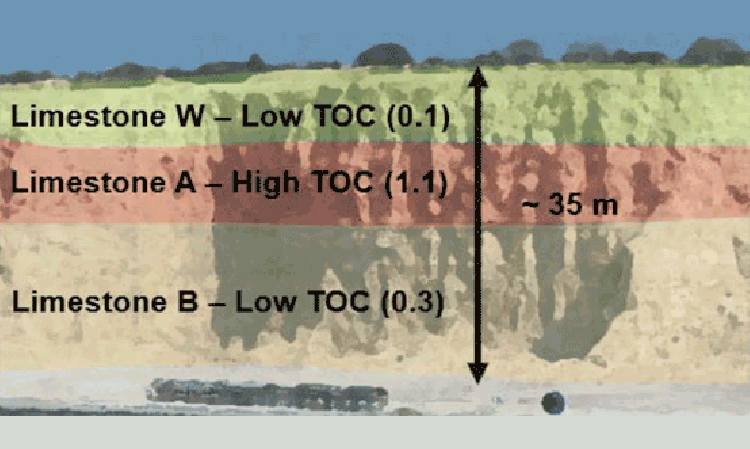
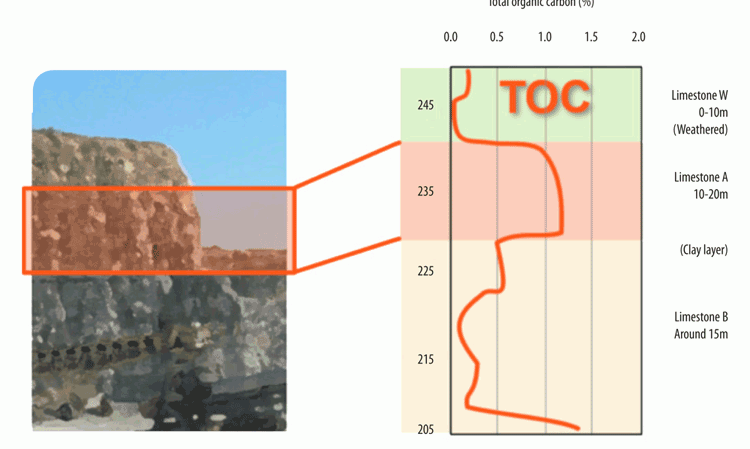
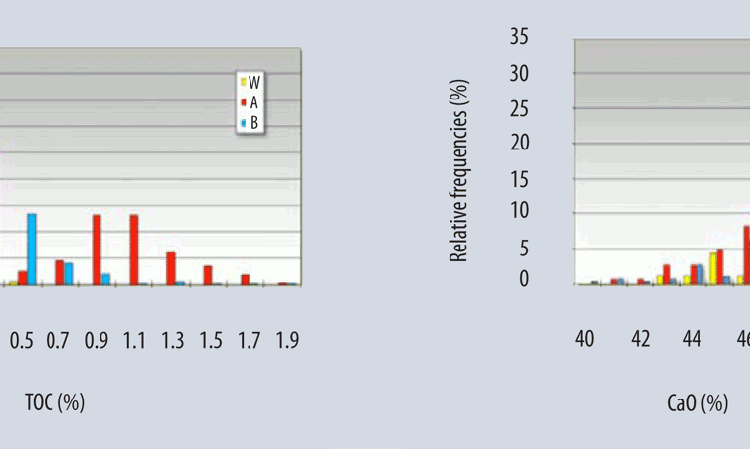
A horizontally layered limestone formation forms this deposit. The top of the limestone is weathered (Figure 1) and there is a thin clay layer (about 0.5m) approximately in the middle of the limestone sequence. The clay layer separates the limestone sequence into two different units with respect to TOC content: limestone A and limestone B (Figure 2). The main oxides (SiO2, Al2O3, Fe2O3, CaO), MgO and alkalis (K2O and Na2O) are only marginally affected by the clay layer (Figure 3).
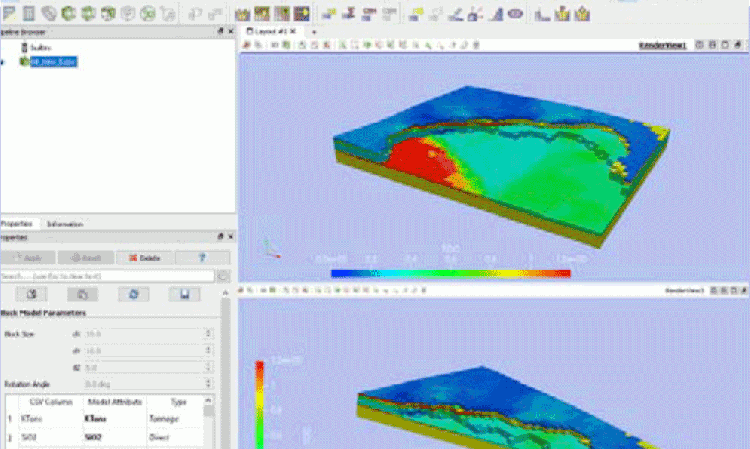
An in-fill drilling campaign – 41 Reverse Circulating Drill holes - was designed to investigate the area foreseen to be mined in the coming years (Figure 4, right picture), as no TOC data was available.
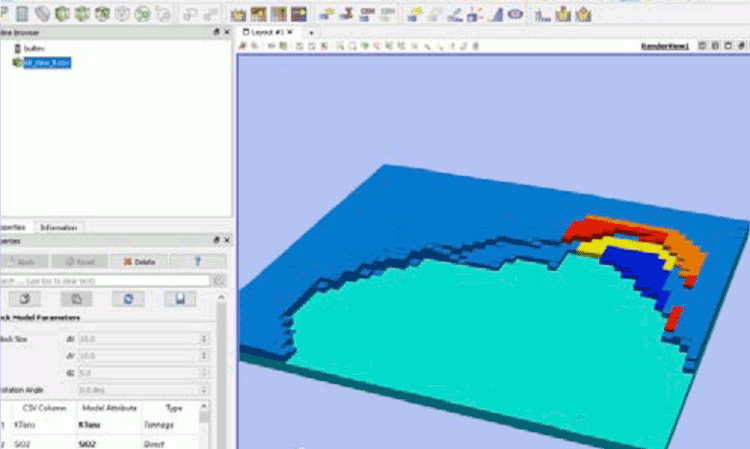
The model was then updated with the obtained new data (Figure 5) and TOC used as a key planning constraint: the TOC in the material mined had to be below 0.5% to keep the CO emissions below the internal limit (Figure 6).
The key to control the CO emissions was to split the single production bench into two: the top bench, from the top of the quarry to the clay, and the bottom bench, below the clay (Figure 2). Previously, with a single production bench, the quarry had no chance to control the amount of TOC getting in the process and the fluctuating CO emissions reflected this random input. With two benches, the quarry can now control the amount of TOC that is put into the raw mix, blending the materials of the top and bottom bench in adequate proportions (Figure 6).
Results
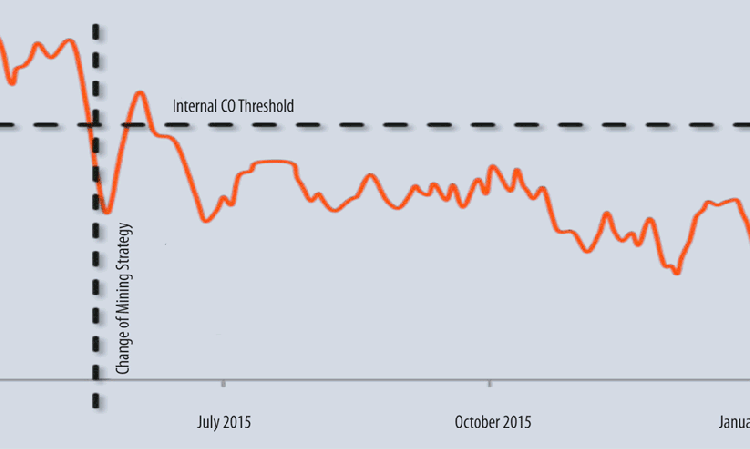
The decrease of CO emissions is evident and sustainable (Figure 7). The project brought additional benefits beside the full control of CO emissions:
- Improved reputation;
- Increased clinker production in a sold-out market;
- Reduced use of the kiln feed bypass;
- Minimisation of heat losses, which were approximately 2% of thermal energy consumption;
- Decrease of the number of cyclone blockages from 14/yr to 5/yr;
- Enhanced safety in the quarry (smaller benches) and the plant (fewer declogging operations).
Conclusions
This case study demonstrates that a proper deposit investigation, adequate block modelling and quarry planning enable the prediction and control of CO emissions. The methodology can be used for the prediction and control of other types of emissions.
Anticipating changes in legislation increases the benefits of these kinds of projects. In a plant, issues with emission rarely happen overnight. However, changes in the legal limits can be sudden: be ready.
These types of project can help the plant decide on which mitigation equipment to install. The character of the distribution of a hazardous component in the deposit must be considered for the selection of the proper equipment, as different options (Regenerative Thermal Oxidizer (RTO), Gas Suspension Absorber (GSA) or Selective Catalytic Reduction (SCR)) have different operating parameters. The realisation of such a project can also help to optimise the operating costs of existing abatement equipment.





