


Neil Taylor of Intec Services presents the first in a series of articles that aims to help cement producers deliver competitive product quality without sacrificing process performance or profitability.
The cement industry has unique quality challenges when it digs up rocks, processes them at high temperature into clinker and then grinds it into reactive products for sale. With the range of raw materials and equipment used, as well as the high process complexity, it would be reasonable to expect wide variations in product quality. However, decades of experience has shown that, as long as the raw material chemistry is kept within typical industry limits and the materials are processed and blended properly to reduce variability, most plants can produce commercially-acceptable cement without worrying too much about what happens in the kiln.
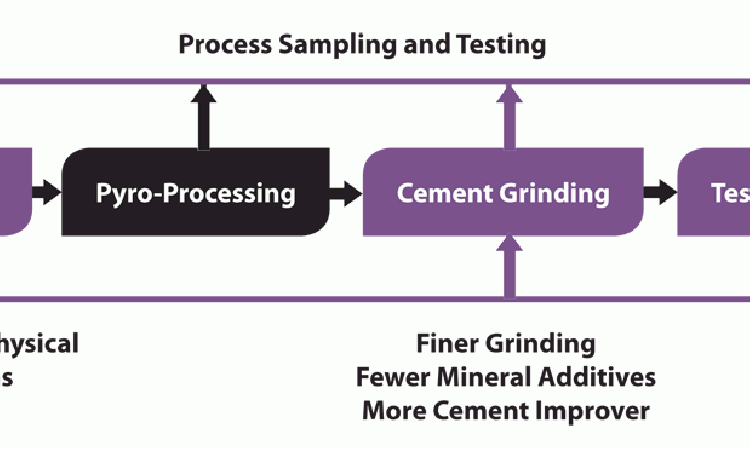
This leads to many plants using a ‘black box’ quality model, where the clinker is made to a typical industry ‘recipe’ and any cement quality problems are fixed at the end of the process. The downside of this approach is that the corrective options are usually limited to grinding the cement more finely, using fewer mineral additions or adding some kind of chemical improver (Figure 1).
However, trying to correct product quality variations at the end of the manufacturing process can’t correct all issues. It can also make the cement more expensive and has negative effects on emissions and capacity, which reduce plant profitability. Trying to correct problems later in the process also increases product variability and can increase costs for the customer, making the cement less competitive. Even worse is that, in many cases, the cement has already been used by the customer before problems are identified and corrective action can be taken by the producer.
By ignoring the most important value-adding part of the manufacturing process, plants using the black-box model also lose their best opportunity to improve both quality and capacity and reduce their cost/MPa and cost/t expenses. Making sure that the full potential of the material and equipment are captured at each processing stage, especially in the kiln, and then minimising negative effects, such as prehydration, is the most cost-effective way to deliver competitive cement quality at the lowest cost.
A better approach
A more profitable, although more challenging, alternative to the black box approach is:
1. Prioritising clinker quality above cement quality: Prioritising clinker quality, in terms of low chemical variability, appropriate free lime and optimum nodule size, has huge advantages over waiting to fix product quality problems at the end of the process. Identifying and addressing potential quality problems earlier in the process also generates less off-spec product and provides more opportunity for blending out non-conforming material before the final grinding stage. This makes the product more uniform for the customer and less likely to need corrective action, lowering production costs in many cases.
2. Optimising the right clinker properties: Keeping clinker chemistry in the right range and making sure it is properly burned to keep quality under control is only part of the battle. Clinker particle size is also an important, yet commonly ignored, clinker property that can have major effects on both quality and capacity.
Clinker quality is typically controlled in terms of hypothetical mineralogy and free lime, yet the actual clinker mineralogy can be very different to the hypothetical composition. While microscopy and XRD techniques can help identify the differences in mineralogy and pinpoint potential material and processing problems, translating the mineralogical information into practical improvement actions is much more difficult. However, with good laboratory testing capabilities, reliable process information and some cause and effect modelling, it is usually possible to improve properties like compressive strength without getting into detailed clinker mineralogical studies.
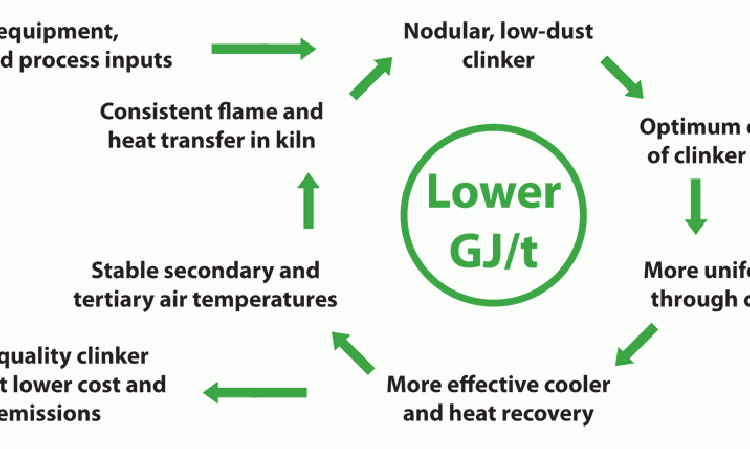
The clinker particle size distribution (PSD) can make a critical contribution to operating efficiency and capacity that is not usually recognised except by kiln operators. Yet clinker with an optimised particle size distribution and low dust content (Figure 2) provides a feedback loop that has a major positive impact on kiln/cooler stability, heat exchange, energy consumption, emissions, kiln capacity (Figure 3) and, ultimately, plant operating costs.
Kilns that produce clinker with a low dust content and small to medium nodule size typically operate with lower volatile recirculation and have fewer build-ups and blockages. More stable and predictable kiln operation allows operation at higher kiln and cooler loadings, increasing output, reducing energy consumption, equipment stress and refractory wear. Low dust clinker with a smaller average particle size is also easier to cool, which reduces the potential strength loss that can occur with higher levels of periclase, high temperature cement milling and prehydration. Smaller clinker nodules are also usually easier to grind, so they also help improve cement mill output and reduce kWh/t.
3. Optimising raw material properties: There is usually good scope for improving clinker reactivity and modifying nodule size by adjusting the physical and chemical properties of the feed and fuel inputs. Minor inputs of alkalis, sulphur, MgO, fluoride, phosphorous and other feed components can have significant effects on clinker mineralogy, reactivity and strength development. The mineralogy of some raw feed components can also affect feed particle size, feed burnability and volatile recirculation.
Some of these components also affect the clinker melt phase and nodule size, so careful optimisation, monitoring and control of these and other melt phase components can provide big benefits to both quality and capacity. Appropriate fuel particle size, moisture and ash content and making sure alternative fuels are used in the best way are also important to provide the optimum combustion conditions needed for good heat transfer, efficient operation and low cost production.
4. Getting cement grinding under control: Cement grinding represents the last major processing opportunity to modify product properties and positively influence capacity and cost. These opportunities typically include optimising fineness, product particle size distribution, gypsum level and dehydration degree, mineral addition rate and final adjustment with chemical additives.
Yet there is often a significant, but unrecognised loss in product quality during milling due to deficient water injection, low airflows, high dew points and poor mill operating strategies that expose the cement to prehydration, which degrades strength and other important product properties. Cement quality can also be negatively affected by prehydration during silo storage. This can lead to lump formation in the product and silo build-ups, which may need frequent removal.
5. Testing and control: Developing good testing capability with methods such as XRF analysis and low variability mortar strength testing are essential for investigating the cause-and-effect relationships that drive process and product performance. This information can be used as the basis for making simple but effective predictive models and operating guidelines to help reduce product quality variations from the raw material stage onwards. A customised predictive model also minimises the risk of over-control and unnecessary corrective action. This reduces product variability and makes the cement more competitive.
Looking ahead
The next article in this series, ‘Better and cheaper cement: Optimising the right clinker properties’ will look at some of the main factors that affect clinker quality and particle size. It will also examine a case study in which clinker properties were modified to solve a cooling problem and improve capacity and quality performance.





