



Neil Taylor of Intec Services presents the third article in his series on better and cheaper cement, this time looking at what gets fed into the process.
Keeping material variability down and setting the right targets improves the performance of any process. Defining the ‘right’ targets depends mainly on the available materials, equipment used and market needs. In principle they should satisfy both product quality and process performance needs. Low material variability is also important because it makes the process more predictable, productive and profitable. In this article we look at how some of the main raw materials affect the performance of the cement manufacturing process and the end product.
Raw mix design
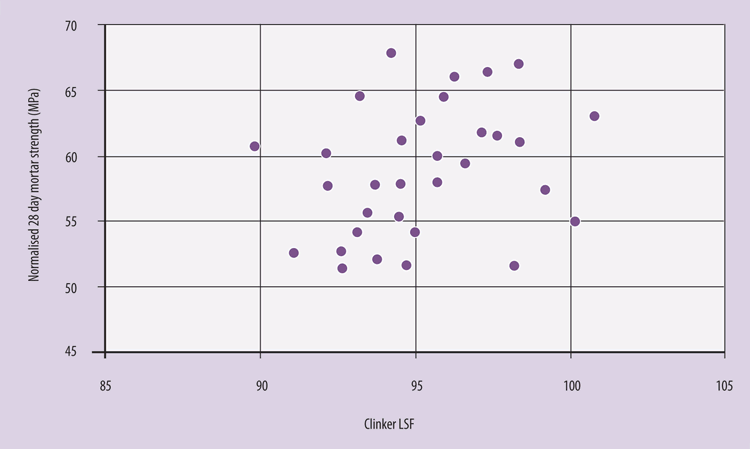
Cement performance is intially set by targeting a clinker lime saturation factor (LSF). This gives the required product strength but also provides good clinker burnability and reasonable economy of operation. The LSF level is often around 95 or 96, although the optimum LSF will vary depending on the raw material properties and other factors. These material differences also mean that even clinkers with the same LSF can have widely different strength performance (Figure 1). As higher LSF theoretically improves strength at all ages, the clinker LSF at many plants gradually rises over time in an effort to try to squeeze more performance out of the clinker. However, this strategy is one of the least effective ways to improve product performance. For example, raising clinker LSF from 96 to 98 will typically increase strength by 1 - 2MPa but kiln control, capacity and cost will usually suffer.
Raising the clinker silica modulus (SM) may also marginally improve strength but this also makes the clinker harder to burn and more dusty. This can negatively affect cooler and kiln performance. Conversely, reducing SM and/or LSF can make clinker easier to burn, but it also reduces early strength. The clinker can also be much harder and more expensive to grind to competitive strength levels. However, with both LSF and SM targets set at the ‘right’ level and with variations in raw materials and fuels controlled to accepted industry limits, kiln operators should always be able to meet clinker free lime and production targets.
Minor chemical components
Small changes in the minor chemical components can cause some of the largest variations in process and quality performance. Alkalis and/or sulphur are very effective at changing the clinker melt properties and causing rings and build-ups, clinker balls, dusty clinker, snowmen and other process problems.
However, if the alkali and sulphur inputs can be adjusted so that they are present in roughly equal quantities in the clinker, they will usually combine into alkali sulphates, which can pass out of the kiln without causing too many issues. Alkalis also affect product properties and, as alkali levels increase, setting times generally shorten. At the same time, early strengths improve, but 28 day strengths fall. Even a small increase in clinker alkali of 0.15% can cause 28 day strengths to drop by ~2MPa. This means that low alkali feed levels are better if high 28 day strengths are needed.
The effects of other minor components like magnesium, fluorine and phosphorous are more complex. Their effects can vary, depending on their concentration and the other compounds that are present. For example, fluorine is generally beneficial to both product and process performance at levels below ~0.3%. However, as fluorine levels rise, so do product and process problems.
Some components, such as phosphorous and magnesium, can change the clinker minerals into different forms known as polymorphs, making the clinker more - or less - reactive. Detecting, monitoring and - ideally - controlling the levels of these minor components is an important method for controlling product and process performance and reducing operating costs.
Raw mix mineralogy and particle size distribution (PSD)
Ideally, kiln feed particles need to be small enough to react completely while in the burning zone. This typically requires a kiln feed +90µm residue of 15 - 20% and a +200µm fraction of 1 - 2%. However, when the raw materials contain increasing amounts of hard minerals like quartz and feldspar, the +200µm fraction can become excessive and make the feed harder to burn. The higher residues can also increase dust loss, reduce kiln output and lead to clinker that is harder to grind and is less reactive.
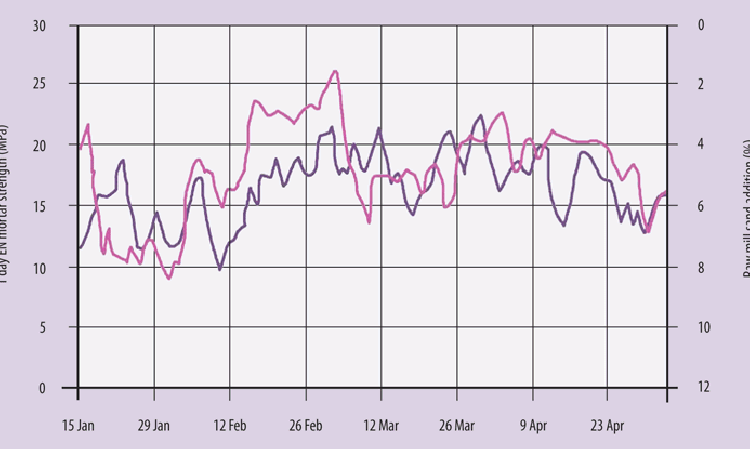
Figure 2 shows how even relatively small increases in raw mix quartz sand at one cement plant cause large reductions in 1 day mortar strengths once the sand addition rate exceeds 4%. However, grinding to a lower residue to reduce the coarse fraction is not usually a practical solution, as mill rates are reduced and the softer components are overground. This can increase preheater dust loss and cause other process problems. To reduce the proportion of very fine and very coarse particles, the raw mill circuit should be optimised to produce the narrowest practical PSD, like those usually produced by vertical roller mills (VRMs).
Another option may be to replace the problematic raw material with a finer, easier-to-grind and/or easier-to-burn alternative. Limiting the use of correctives like quartz sand and burning the clinker at a marginally lower silica modulus may also be helpful, especially when combined with some fine-tuning of the alumina modulus. Separate grinding of difficult additives may also be feasible in cases where spare grinding equipment is available and large amounts of corrective materials must be used.
Fuels
For efficient combustion and good process performance, fuel must be accurately metered and properly prepared. While gas and oil require relatively little preparation for firing, solid fuel must be prepared and dried according to the type of fuel being used. Common bituminous coals are typically dried to a residual moisture content of 1 - 4% and ground to a +90μm residue percentage equal to half the volatile content. Low volatile fuels like petcoke must be ground much more finely than this, whereas high volatile coals are ground more coarsely for efficient and safe combustion. The quantity and chemistry of the fuel ash must also be taken into account when setting the raw feed LSF target. Kiln fuels should also be as uniform as possible, ideally so the calorific value doesn’t vary by more than ±1%, so both combustion and clinker properties are stable.
Alternative fuels and raw materials (AFRs)
AFR’s can reduce input costs, but they can also adversely affect process stability and product performance due to their variable composition and undesirable levels of moisture, inert ballast and volatiles. Alternative fuels can also be difficult to ignite and usually need to be burned at higher oxygen levels to make sure calorific value variations do not cause intermittent reducing conditions in the kiln. These and other AFR material properties can work against stable kiln operation and when AFRs are used in large quantities some loss in capacity and product quality variation can usually be expected.
Gypsum and mineral additions
These additives have varying impacts on product and process performance. For the best results both gypsum and limestone should be reasonably pure, consistent, suitably sized and free of contaminants like clays and free moisture, which can affect strength and product properties. Fly ash quality is usually defined by suitable chemistry, a low loss on ignition (low carbon content) and suitably low residue level. Slag quality is typically determined by the chemistry and quenching conditions, which make the slag reactive. However, slag reactivity deteriorates as it ages, becoming softer and easier to grind. Therefore, to get the best performance, especially from older slag, it is usually a good idea to grind it to a target residue rather than a specific surface area.
Case study – Mill and kiln rate losses associated with high raw feed residues
Situation: Attempts to fix rising +200µm raw feed residues by reducing the mill feed rate and modifying separator internals were unsuccessful, with kiln rate down by almost 10%.
Response: Investigations confirmed the high raw feed residues were due to worn mill liners, a poorly classified ball charge and poor separation. Replacement of the mill liners and returning the separator to original specifications restored the +200µm feed fraction to below 2% and allowed both mill and kiln feed rates to be raised back to target levels.
Looking ahead
The next article in this series will look at some of the options to improve product quality and process performance in the cement grinding process, as well as how to minimise the negative effects that can occur during and after milling.





