




In March 2019 US-based artificial intelligence (AI) company Petuum announced that it entered into a global agreement with Cemex to implement its Industrial AI Autopilot software products for autonomous cement plant operations at plants around the world. This follows process control milestones achieved by Cemex, including running selected plants by AI control in 2018. Global Cement spoke to Petuum to find out more about its work with the cement industry.
Working with Cemex
Global Cement (GC): How did the relationship between Petuum and Cemex start?
Roberto Linares, AI Solutions Principal (RL): Our founders, Dr Eric Xing and Dr Qirong Ho, met with Cemex in 2018 as part of our mission to make Petuum’s AI advances accessible to real world industries. In this case, it was the case of a bee finding a flower: Cemex was looking for modern AI and Petuum had solutions.
GC: How are the two parties working together?
RL: Petuum is using its AI Industrial Autopilot product to aid the control of various cement production processes at a number of Cemex plants. So far, we have achieved stable and predictable operation of the rotary kiln, clinker cooler, raw meal grinding and cement grinding. We are integrating the real time infrastructure to precisely forecast certain variables over 5 - 15 minute time-frames, and to act on those forecasts.
GC: When you use ‘AI’ in your product name, such as Industrial AI Autopilot, what exactly do you mean?
RL: AI in this context refers to a set of machine learning and deep learning techniques applied to the problem of controling complex processes and steering them to a higher level of optimum or ‘better than possible’ techniques. What I mean by that is to operate at a higher level than even the best human operator by expanding the possible range that the system can operate within. Figure 1 helps to show this. While a human operator might only be capable, or willing, to operate the plant in the ‘comfort zone,’ an AI-led system might be able to operate over a much wider range. This opens up opportunities for increased process efficiencies.
To do this, we are using deep learning neural networks. These are a large matrix of inputs and timestamps from the cement processes I mentioned. In the Cemex trials, we fed two years of plant information into the neural networks. What this does is to model the relationships of the variables with each other and over time. Then we know, at a certain stage, where the process will ‘go’ if we don’t change the parameters. By looking at the previous operations, we can then work out where we want the process to go.
Our optimisation algorithms lie on top of that. These create an AI-based model that provides the optimal settings (prescriptions), which we will recommend for the plant to run at that particular point in time. So, we’ve taken the history of the plant and then looked at what could be learned from those relationships. Then we continued to follow the data to continue to optimise and predict what the process will do.
Applying AI to an industrial process
GC: Your data came from sensors at Cemex’s test plants. Did you install any new sensors?
RL: The system doesn’t require any additional sensors, only the existing ones. We also use the existing controls. We map to set points in the control system.
GC: How do you apply your data and models to an industrial production process?
RL: We have a range of data processing techniques to ensure that the models correspond to real signals and not to noise. The data processing process has limitations. For example, you might have a lack of calibration, or indeed just a noisy signal. We have various ways that will not necessarily ‘reject’ that data but will learn from the pattern. This way it can understand the correct information to feed into the learning AI.
GC: Which parts of the production process does the software monitor and/or control?
RL: We are optimising ball mills and vertical roller mills for the cement grinding and raw mill side. We also work with preheaters, kilns and coolers.
GC: Do the algorithms look at each part of the production process individually or as a whole?
RL: We have the capability of taking either approach with the Asset Autopilot and Process Autopilot products. When we are working with Process Autopilot, we look at all of the equipment that works together: the ball mills, separators, elevator, power drive and cooler sensors.
Letting the algorithm advise the plant
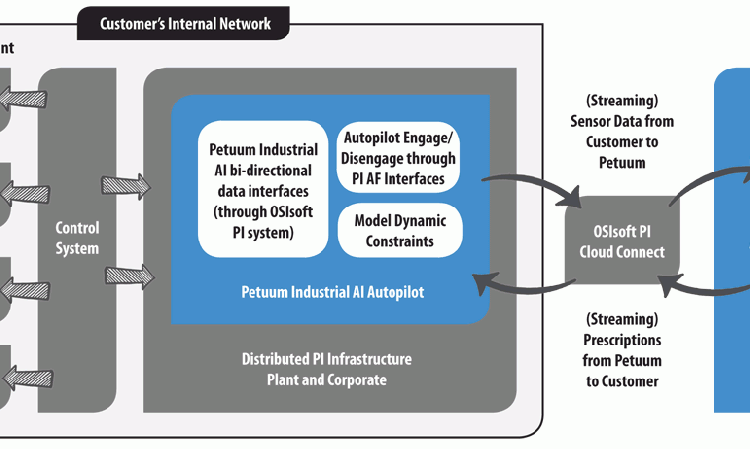
GC: How does Petuum’s Industrial AI Autopilot product interact with a cement plant?
RL: The AI Autopilot product is a software service that integrates with the process data history and the data infrastructure and ingests historical data and streaming data. From that point, we can make predictions. We integrate it with the control system to apply the prescriptions directly under supervised Autosteer mode.
GC: How does the Autosteer mode work?
RL: We post the prescriptions to the plant’s real time infrastructure. From there we send the data to the control system. It acts on it, on a particular value, every five minutes. Every five minutes it says, ‘allow the regulatory control to move to the prescribed setting.’ Then we keep going and going incrementally. It’s actually very simple. All the time, the operator is looking at the information and results.
GC: So the operator is doing less than before as they monitor the Autosteer?
RL: Yes, they are monitoring the Autosteer function. We have found that this gives them more time to do other things. In the cement industry, an operator can be managing many processes at once. It can be quite a difficult role.
GC: What’s the longest that the Autosteer has run continuously?
RL: It has completed up to a day of operation in a single go, with some interuptions due to various issues. At those points, we simply took the plant back into manual operation, with the human operator following the prescription instead of
the system.
Working with an AI assistant
GC: With regards to fuels mix at the test cement plants, how much interaction did you have with fuels mix?
RL: The product prescribes the right mix of fuels, for example it may try to maximise the amount of alternative fuels towards the company’s targets. We can even go beyond the nominal target while keeping the process stable for clinker production, if the system forecasts that it will remain stable. This is the point made in Figure 1.
GC: Do you have to introduce new fuel types to the system manually or can it learn them on the job?
RL: When some new fuels are introduced, we sometimes need to retrain the model. It depends on whether the fuel is similar to another fuel or not. For example, it may share a density but differ in calorific value, or vice versa. An example where you’d need to retrain would be when introducing whole tyres. If you had never used them, you need to generate a new ‘history’ to include tyres in the mix.
GC: Does the algorithm need retraining, for example, if you test tyres at one cement plant but you then want to burn them at a different plant?
RL: Yes - In the cement industry every piece of equipment is unique. We need to train the system on each process individually using data from that plant. In the Cemex trials, there were different types of kilns and coolers. They were even controlled by different control systems.
GC: Where are your servers based?
RL: The Petuum Industrial AI product runs on cloud servers, including Azure, AWS and others. Petuum provides software as a service. The customer typically prefers to have these large computers handled by the software suppliers. We have the technical expertise on the computer engineering side.
GC: Is there any particular speed of network that the plant needs?
RL: Speed is not particularly important, but you need a dedicated line. As 20 - 100 prescriptions are received every five minutes, it’s important that the connection is not disrupted. We use SSL to secure the communication.
GC: What happens when the connection fails?
RL: If the ‘line goes dead’ then there will be no new prescription. The system will detect this so that it automatically knows that it has ‘missed’ a prescription. It disengages the server and resumes normal operation.
GC: Has Petuum’s algorithm methods surprised a human kiln operator?
RL: The Cemex teams worked closely to include a high level of technical and business knowledge in the model used by the system. The biggest surprise for them came when they saw how quickly the machine learned the process. It took weeks to refine processes that take human operators years or even decades.
The experts were surprised by the productivity of these operations, in terms of increased energy efficiency, maintaining the stability of the process and improving the conditions that lead to better mechanical operation of the plant. Petuum was surprised that all of the objectives were achieved.
GC: What data can you share with us about Petuum’s results at a cement plant?
RL: We expect somewhere between 2 - 7% of total savings both in terms of increased yield, because the process is more stable, and in terms of energy consumption for two reasons. One is for increased heat recovery and the second is that the alternative fuels ratio can be increased.
GC: How many worker hours has installing Petuum Industrial AI Autopilot saved at the test cement plants?
RL: It was not a significant objective to reduce operator hours. Instead, it is better to use the time of experienced operators more effectively. We can’t comment on the plants specifically, but this is our perspective in general regarding AI.
Future applications
GC: Can we expect to see Petuum systems installed at other cement plants?
RL: I certainly hope so! Petuum is positioning its AI products at other global cement producers.
GC: How much data does Petuum need to install its product at a new cement plant?
RL: Typically it takes around three months. For customers with greenfield plants we can also use generic data but we will require some new information about the plant.
GC: What is Petuum working on next with regards to the cement industry?
RL: We are planning to continue to expand to other applications within the cement and concrete sector, to aggregates, raw meal composition, despatch and logistics. We are industrialising AI in many aspects of production or management of the plant.
GC: Thank you for your time today.
RL: You are most welcome.





